




我公司成功研發出整套年產80萬噸平面循環帶式焙燒機工程解決方案,這是一種工程投資少,結構緊湊,占地面積小,產品質量好和生產成本低的新設備和新工藝。新年伊始,我公司愿與各界同仁精誠合作,共同推廣“平面循環帶式焙燒機”技術。
球團礦作為高爐原料具有含鐵品位高、冶煉性能好,適合遠距離運輸等優勢,對煉鐵工藝來說增加球團礦用量,減少燒結礦的用量,改善高爐爐料結構,也是提高鋼廠綜合經濟效益的發展趨勢,同時也有利于環保。
但是,要提高球團礦入爐的比例,必須增加堿性球團的生產,然而近幾年,盡管中國球團發展迅速,但是大多以豎爐和鏈篦機-回轉窯為主,特別是豎爐的貢獻率非常大,接近42%,但這些不適合生產堿性球團,對于利用赤鐵礦和褐鐵礦生產球團也有很大的局限性。
要生產堿性球團或利用赤鐵礦、褐鐵礦等生產球團,只有帶式焙燒機技術成熟可行。
但是傳統的帶式焙燒機耐熱鋼用量大,投資比鏈箅機回轉窯法高10-20%,更不容易為客戶所接受,再加上不能夠用煤粉及低熱值煤氣作燃料,所以在我國一直沒有大面積推廣,目前國內也只有包鋼、鞍鋼和首鋼京唐三條生產線。由于受到以上原因的困擾,我們一直在尋求一種投資少、產品質量好、適應生產堿性球團,和利用多種鐵精粉生產球團的需要。
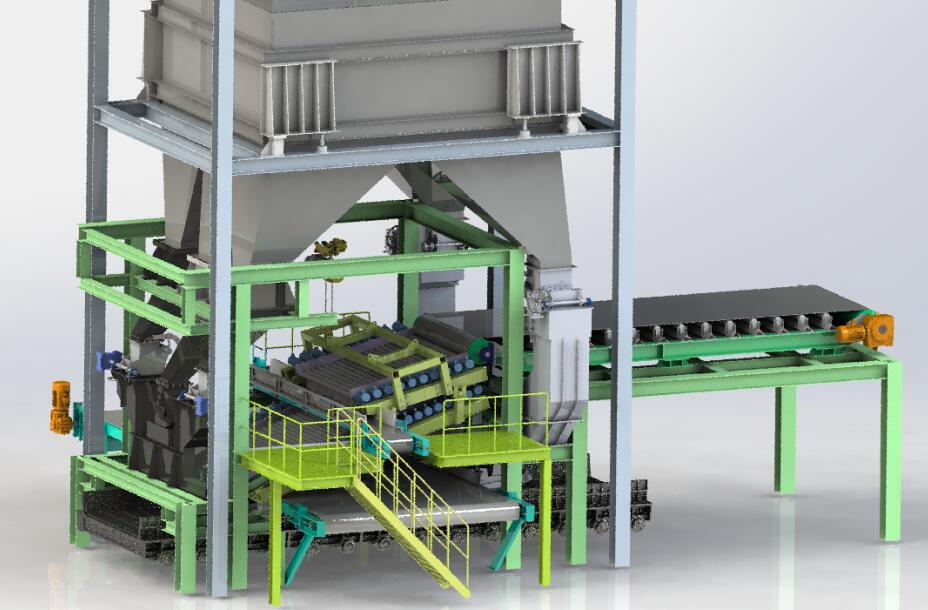
現在我公司根據傳統的帶式焙燒機原理,開發出了 “平面循環帶式焙燒機”技術,這是一種工程投資少,結構緊湊,占地面積小,產品質量好和生產成本低的新設備和新工藝。
“平面循環帶式焙燒機”技術是在原有的帶式焙燒機基礎上,保留了帶式焙燒機上罩和工藝及設施,其工藝過程和原有的帶式焙燒機是完全相同的,在整個工藝過程中,從生球布到臺車上開始,球團在臺車上以靜止的狀態通過干燥、預熱、焙燒、均熱和冷卻的過程,中間不經過任何倒運,所以對原料的適應性強,幾乎適用于所有的礦種,尤其對生產赤鐵礦球團、褐鐵礦球團和堿性球團具有很大的優勢。
在保留了以上功能和設施的前提下,我們采用了臺車平面循環返回的方式,雖然增加了類似平面燒結用的四臺小型設備,但因此省去了頭、尾彎道和尾部星輪,臺車減少了二分之一,取消了旋轉溜槽和尾部溜槽、取消了下回程軌道,沒有了重量龐大的下層支撐骨架以及尾部移動架等,大幅度地降低了設備造價,并且降低了廠房高度,土建基礎、廠房結構和鋼結構也大幅度減少,整個工程的建設費用降低,建設周期也會明顯縮短。
由于“平面循環帶式焙燒機”只有一臺主設備,散熱面少,生產過程中球團由始至終都以靜態的方式在一臺設備上完成,不經過任何轉運,其工藝熱損失是幾種工藝中比較小的,所以生產成本也是幾種工藝中較低的。
1.2 設計范圍及設計內容
1.2.1 設計范圍
本工程設計為年產80萬t氧化球團礦的“平面循環帶式焙燒機”生產線的工廠設計,設計范圍為從原料到成品輸出的一條完整的氧化球團礦生產線及配套公輔設施,具體內容包括:
(1)工藝生產系統
新建球團生產線主要工藝車間包括:原料準備系統(配料室、皂土倉,灰倉、干燥間及混合室)、造球室系統(造球室)、焙燒及冷卻系統(生球篩分布料系統、平面循環帶式焙燒機)、回熱風系統、主引風系統及成品儲運系統。
(2)配套公輔設施
本工程配套的公輔設施包括:廠區范圍內的總圖運輸、供配電設施、給排水設施、通風除塵設施、熱力設施、自動控制及儀器儀表設施、電信設施和綜合管網。
能源介質交接點:水、壓縮空氣、電按業主公司供應方向紅線界限外1m,本工程中使用煤氣的平面循環帶式焙燒機所用燃料(焦爐煤氣)的節點位置,在燃燒器處。
1.2.2 設計接口
(1) 工藝接口
自產或外購含鐵精礦以及皂土采用汽車或前端裝載機送入配料室地倉中,皂土由專用罐車直接打入皂土倉中,廠內除塵灰由氣力輸送直接送入灰倉中。
成品球團礦采用膠帶運輸機運輸至成品倉后,采用汽車外運。
(2) 能源介質接口
補充新水——由業主單位送至廠區新建凈環水泵站,新建廠區不考慮生活供水系統。
供電——6kV高壓電由業主單位送至新建高壓配電室,設計方按照兩路獨立電源設計。
(3)焦爐煤氣
回轉窯和干燥筒所使用的焦爐煤氣,由業主負責提供,煤氣經加壓后,送到燃燒器附近。
1.3 建設規模、工作制度及產品方案
1.3.1 建設規模
擬建球團生產線年產氧化球團礦80萬t,采用平面循環帶式焙燒機生產工藝。
1.3.2 工作制度
擬建球團生產線的工作制度為連續工作制,主機年工作330天,計7920小時,作業率為90.4%,每天三班,每班8小時。
1.3.3 產品方案
擬建球團生產線生產普通酸性氧化球團礦。成品球團礦粒度為8~16mm,溫度不大于120℃。成品球團礦的物化性能見下表。
下表是根據京唐的原料條件做出的,只做為參考
表1.氧化球團產品質量標準(參考京唐球團廠數據)
化 學 成 分(%) | |||||||||||
TFe | FeO | SiO2 | Al2O3 | CaO | S | R | |||||
66.0 | <0.5 | 2.46 | 1.29 | 0.79 | 0.66 | 0.005 | 0.39 | ||||
物 理 性 能 | |||||||||||
抗壓強度 (N/個球) | 粒 度 (9-16 mm) | 轉鼓指數 (+6.3 mm) | 抗磨指數 (-0.5 mm) | 膨脹率 (%) | |||||||
2500 | >92 % | >95 % | ≤4.5 % | <14 | |||||||
.4 球團生產線主要技術特點
(1)配料系統采用計算機自動控制配料,采用變頻調速的給料設備,提高原料重量配比準確度。
(2)采用國產臥式混合機,占地小,作業率高,運行費用低,強化原料的混和工序,降低添加劑的耗量。
(3)采用技術成熟的Φ6.0m圓盤造球機,循環負荷小,利用系數高。
(4)采用液壓驅動伸縮布料皮帶+寬皮帶+輥式布料器的篩分布料流程,生球合格率高,布料均勻。
(5)采用平面循環帶式焙燒機生產工藝特點如下:
a 鼓風干燥、抽風干燥、預熱、焙燒、均熱和一段冷卻及二段冷卻的工藝過程分都在一個設備上進行,產品質量均勻,設備簡單可靠;
b 鼓風干燥、抽風干燥、預熱、焙燒的溫度都能夠單獨控制,調節控制靈活,對原料適應性強;
c 燃耗低、電耗少、生產費用低;
d 臺車及篦條結實耐用,篦床及側板采用鋪熟球保護,耐熱件壽命長(三年以上),設備維護費用低。
(6)采用先進的風流系統,高溫熱風不經過風機直接用于燃燒器助燃,回熱風管路短,利用熱能,降低球團的熱耗。
(7)主要工藝生產過程采用可編程控制器自動控制和調節,自動控制水平高。
(8)生產廢氣采用高效除塵器除塵,廢煙氣達標排放。
(9)耐熱風機和主引風機采用變頻調速。
(10)擬采用先進的濃相氣力輸送系統輸送除塵灰,除塵灰循環利用。皂土通過罐車采用氣力輸送進皂土倉,環境保護壓力小。
(11)平面循環帶式焙燒機、大球輥篩、輥式布料器采用先進的集中自動控制智能潤滑系統。
(12)生產水循環使用,不外排,生活水經處理后,達標排放。
表2 球團廠主要技術經濟指標表(參考京唐球團廠數據)
序 號 | 項 目 | 單 位 | 指 標 | 備 注 |
1 | 球團礦產量 | 104 t/a | 80 | 出廠球團礦 |
2 | 帶式焙燒機規格 | m2 | 139 | 臺車寬度2.5m |
3 | 作業率 | % | 90.4 | |
年作業天數 | d | 330 | ||
4 | 球團礦質量 | |||
TFe | % | ≥64.5 | 待定 | |
FeO | % | <0.5 | ||
堿度(CaO/SiO2) | 0.39 | 待定 | ||
球團礦粒度9-16mm | % | >92 | ||
抗壓強度 | N/個球 | 2500 | 平均值 | |
5 | 原料消耗 | |||
(1) | 巴西鐵精礦粉 | kg/t | 686.23 | 赤鐵礦 |
(2) | 秘魯鐵精礦粉 | kg/t | 298.49 | 磁鐵礦 |
(3) | 膨潤土 | kg/t | 9.91 | |
(4) | 白云石 | kg/t | 21.11 | |
(5) | 無煙煤 | kg/t | 11.09 | |
6 | 動力消耗 | |||
(1) | 電力 | kWh/t | 29.24 | |
(2) | 新水 | m3/t | 0.07 | |
(3) | 焦爐煤氣 | MJ/t | 600 | |
(4) | 壓縮空氣 | m3/t | 7.43 | |
7 | 工序能耗 | kg(標煤)/t | 38.2 | |
8 | 勞動定員 | 人 | 83 | |
9 | 項目建設總投資 | 萬元 |
根據球團工藝流程的需求,以國家規定的有關定員定額標準為依據,結合現場實際生產情況,生產崗位人員按四班三運轉考慮。本次設計的職工定員為110人,詳見表1-3。
表3 職 工 定 員 表(參考京唐球團廠數據)
號 | 崗位、工種名稱 | 晝 夜 人 數 | 在 籍 人 數 | ||||
一班 | 二班 | 三班 | 四班 | 合計 | |||
一 | 生產人員 | ||||||
1 | 預配料及皮帶操作工 | 1 | 1 | 1 | 1 | 4 | |
2 | 干燥系統操作工 | 2 | 2 | 2 | 2 | 8 | |
3 | 輥壓室操作工 | 1 | 1 | 1 | 1 | 4 | |
4 | 熔燃制備系統操作工 | 2 | 2 | 2 | 2 | 8 | |
5 | 配混系統操作工 | 1 | 1 | 1 | 1 | 4 | |
6 | 造球操作工 | 3 | 3 | 3 | 3 | 12 | |
7 | 焙燒操作工 | 2 | 2 | 2 | 2 | 8 | |
8 | 風機系統操作工 | 1 | 1 | 1 | 1 | 4 | |
9 | 主控室操作工 | 2 | 2 | 2 | 2 | 8 | |
10 | 鋪底料操作工 | 1 | 1 | 1 | 1 | 4 | |
11 | 取制樣室操作工 | 2 | 2 | 2 | 2 | 8 | |
12 | 設備巡檢員 | 2 | 2 | 2 | 2 | 8 | |
13 | 循環水泵站操作工 | 1 | 1 | 1 | 1 | 4 | |
14 | 環境除塵操作工 | 1 | 1 | 1 | 1 | 4 | |
15 | 高壓配電室值班電工 | 2 | 2 | 2 | 2 | 8 | |
16 | 儀表維護工 | 2 | 2 | 2 | 2 | 8 | |
小計 | 26 | 26 | 26 | 26 | 104 | 104 | |
二 | 管理及服務人員 | 6 | 6 | 6 | |||
三 | 職工定員合計 | 29 | 26 | 26 | 26 | 110 | 110 |
以上職工定員表不包括后勤及設備維護人員(首鋼各生產廠設備維護都外委 )
2球團工藝
2.1 原料、燃料及粘結劑
2.1.1 含鐵原料
由于業主方面沒有提供球團生產線含鐵原料品種及數量等方面的資料,故本次技術方案不作具體的原料配比。原料礦粉通過汽車運輸進廠區原料堆場堆存,生產時通過鏟車鏟料進入地下受礦倉,年消耗鐵精粉約79萬噸。
2.1.2 燃料
平面循環帶式焙燒機點火用燃料采用焦爐煤氣,焦爐煤氣由鋼鐵廠綜合管網統一供應,管道直接送到焙燒機燒嘴用點。設計焙燒煤氣單耗為600MJ/t球,設計煤氣發熱值為17.9 MJ/Nm3,煤氣單耗為3385Nm3/h,焙燒機煤氣用點壓力50 kPa,煤氣中硫含量要求不大于0.2 g/Nm3。年耗氣量2.68×107 Nm3。連續使用。
2.1.3 粘結劑
為改善生球的粒度組成,提高生球和干球的強度,在球團原料中加入一定比例的膨潤土,膨潤土年耗用量約0.7928萬噸。皂土外購成品,采用密封的罐車運輸。外購皂土主要物化性能的要求見表4
表4 膨潤土主要物化性能表
化 學 成 份(%) | |||||||||||
Si02 | Al2O3 | MgO | CaO | P | S | 燒損 | |||||
57.4 | 15.7 | 3.2 | 3.7 | 0.08 | 0.025 | 7.93 | |||||
物 理 性 | |||||||||||
膠質價 | 粒度(-325目) | 膨脹倍數 | 耐火度 | 水份(%) | 吸水率(18小時) | ||||||
75 % | ≥93.5 % | 15 | 1350 ℃ | 11.52 % | 600 % | ||||||
2.1.4熔劑
為改善球團礦冶金性能,調節球團礦的堿度,采用白云石作為熔劑。根據高爐的要求,成品球MgO含量大于0.5 %,計算確定堿度為0.39,白云石年耗量1.688萬t;高爐要求預留自熔性球團礦的生產能力,因此堿度為1.0時白云石的年耗量為5.422萬噸。
白云石國內采購,粒度0—3mm,采用汽車或者船運到配套的原料場儲存,生產需要時通過膠帶機運往熔燃制備間儲料倉,采用立式磨加工成細粉后參加配料。初步擬定白云石的理化性能見表5。
表5 白云石理化性能
化 學 成 分(%) | ||||||||
CaO | MgO | SiO2 | Al2O3 | Na2O | S | 燒損 | ||
30.10 | 20.60 | 2.30 | 0.27 | 0.24 | 0.013 | 44.98 | ||
物 理 性 能 | ||||||||
粒 度 | 水 份(%) | 堆 比 重(t/m3) | ||||||
0~3 mm | 9.0 | 1.55 | ||||||
2.2 工藝流程及物料平衡
2.2.1 工藝流程
本項目設計確定的工藝流程,充分吸收了國內外先進的工藝與技術,力求流程短捷高效,緊湊合理,具有完整性和先進性。主要工藝流程包括熔燃制備、預配料、干燥、輥壓、配料、混合、造球、焙燒、和成品分級等。
2.2.2 物料平衡
由于用于指導球團工藝設計的鐵精礦物化性能沒有針對性數據,暫時不做物料平衡計算
2.3 主要車間組成
球團生產線的主要生產車間包括:熔燃制備系統(熔燃制備間)、原料準備系統(預配料室、干燥室、輥壓室)、配混系統(配料室、混合室)、造球系統(1#轉運站、造球室)、焙燒系統(主廠房)、工藝風機系統(5臺風機、2臺電除塵器和一個排放主煙囪)、成品系統(成品分級站);
